
There are many different machine vision light types. Each light will enhance specific features of the the product. In some applications multiple different machine vision lights are combined to created the required contrast. Here an overview of each machine vision light type.

A light shining at a very low angle towards the object.
Applications: measure relief characteristics or detect surface defects
Link of product: Industrial ring light (dark-field) (get-cameras.com)
Sample image: a 2 euro coin.

A ring with several LEDs installed at a perpendicular angle an optional a diffuser. Ideal for illumination of round objects. When the product is rectangular the corners of the product are darker. For slightly reflective objects the diffuse version is required. A diffused ringlight also more evenly distributes the light.
Applications: general use for non reflecting or slightly reflecting products
Link of product: Industrial ring light (diffuse flat bright field) (get-cameras.com)
Sample: a reflective visit card.

A semi sphere with LEDs placed pointing inside the dome. this light provides good light for object of medium to high reflectivity, chance of a dark spot in the middle due to shape. Relief is less marked.
Applications: general use for highly reflective objects
Link of product: Industrial dome light (get-cameras.com)
Sample image: a very reflective plastified visit card.

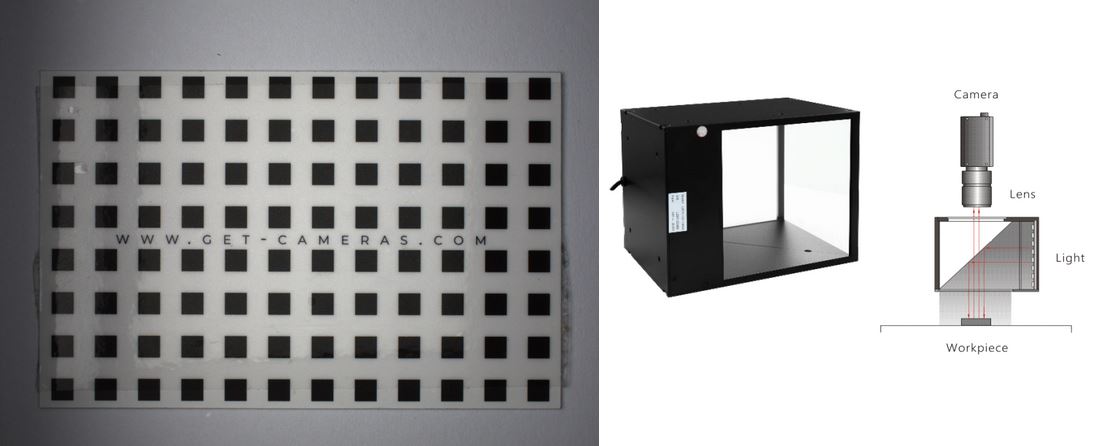
A light with a half transparent mirror inside. Due to mirror, the camera and a flat light are on the same axis / position. As a result, flat areas will reflect back, and not flat areas become darker. There are no dark spots, therefore ideal for reflective objects.
Applications: inspection of highle reflective objects
Link of product: Industrial-coaxial-light (get-cameras.com)
Sample image: a very reflective plastified visit card
 .
.
Industrial barlights have several lines of LEDs. Optional is has a diffusing plate. This light is mostly used in pairs or quartet to minimize shadows and to illuminate the object evenly. Because the barlight position is customizable it can be placed close to the object or next to the camera; You can simulate “darkfield” light and “Bright field” light and even a “backfield” light.
Applications: inspection of flat object (both highly reflective as not reflective), inspection of any non reflecting objects.
Link of product: Industrial bar light (get-cameras.com)
Sample image: a very reflective plastified card.

Each object is different, the main question to begin is "what" do you want to see and/or detect? The light selection will be based on this and the object physical characteristics.
Download now our full light catalogue and pricelist of industrial machine vision lights here: Machine vision light / illumination catalogue
