Industrial Machine Vision 100mm white Bottom Lit Backlight
Bottom lit backlights are industrial LED lights for illuminating products in machine vision applications like dimension measuring of parts, robot pick and place applications, inspection of translucent objects or contour defects checks. Bottom lit backlights are available in different sizes and light colors. The standard colors are White, Red, Green or Blue. On request also UV and IR Bottom lit backlights are possible. If you can't find the right size, we can customize the Bottom lit backlights to fit your illumination request. The VA1-BLBL2-100x100-W is available on express stock. Click here for the datasheets.
When to use 100 mm white bottom lit backlight in your machine vision application?
Bottom lit backlights are regularly used lights in machine vision applications. They are very versatile. You can use them in applications where you are inspecting:
- Objects that don't require light on the camera side of the object
- Objects that are flat. In case you want to inspect edges on a non-translucent object
|
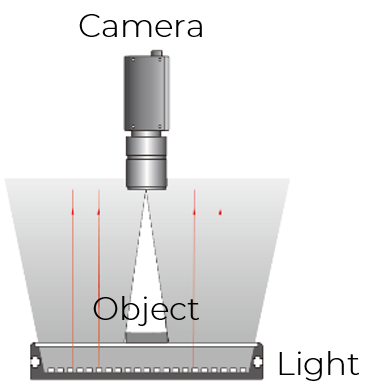 |
How to use 100mm white bottom lit backlight for illumination
Bottom lit backlights are commonly used by placing the light behind the object. This creates a contour of the object, and it is easy to do a defectivity check. Optionally, we have a collimated version available. We recommend using the power supplies as indicated in the datasheet to control the brightness of the bottom lit backlight. Additionally, these power supplies give you the option to trigger the backlight. Triggering the lights will increase their lifespan.
Overview of 100 mm white bottom lit backlights
|
Model
|
Color
|
Emitting surface A
(mm)
|
Voltage
|
Power (R)*
|
Power (W/G/B)*
|
Dimensions
(mm)
|
Weight
(gram)
|
Express Stock
|
|
VA1-BLBL2-100x100
|
W/R/G/B
|
100x100
|
24V
|
9.5
|
10
|
114x114x18
|
245
|
White
|
*Tolerance +/- 10%
Download bottom lit backlight datasheet
In our datasheet you find the mechanical dimensions, wavelengths, operating temperature, compatible power supplies and so on. Login using your email address and get instantly access to our bottom lit backlight datasheets.
Production and quality control of 100mm white bottom lit backlights
Our LED bottom lit backlights are produced with a strict process of quality control, to ensure the reliability and consistency of our lights. Upon receiving a new batch of LEDs, the quality department completes a comprehensive check to test whether the wavelength falls within the specified tolerances. Approved LEDs are stored in a climate chamber, ready for use in production. The next stage is automated and involves placing the LEDs on a PCB that fits the bottom lit backlights, which is then followed by an inspection and soldering. Moving along the production line, the LED boards for lights are assembled into the mechanical housing of the bottom lit backlight. Post-assembly, the bottom lit backlights undergo testing to ensure that the bottom lit backlight performs according to its specification. This critical phase ensures that each unit meets our uncompromising quality standards. The production process of the bottom lit backlight may also include the creation of a diffuser or polarizer. The diffuser is cut automatically, and every batch of diffuser plates undergoes transparency testing before they are cut into the correct shape. It is standard that all of our bottom lit backlight are equipped with a diffuser. The final step involves a comprehensive quality check, where the intensity, voltage, and current of each light are meticulously measured. This step guarantees that all machine vision lights that leave our facility meet the required specifications. To further ensure the long-term consistency of our bottom lit backlight, we have established a room dedicated to light-source age testing. During the R&D phase of a new bottom lit backlight, the bottom lit backlight will be continuously on for 1 week, while the temperature is monitored. For every new production run of bottom lit backlights, each bottom lit backlight will be continuously powered for 12 hours, ensuring that the quality and output of our machine vision lights remain uniform over time.

